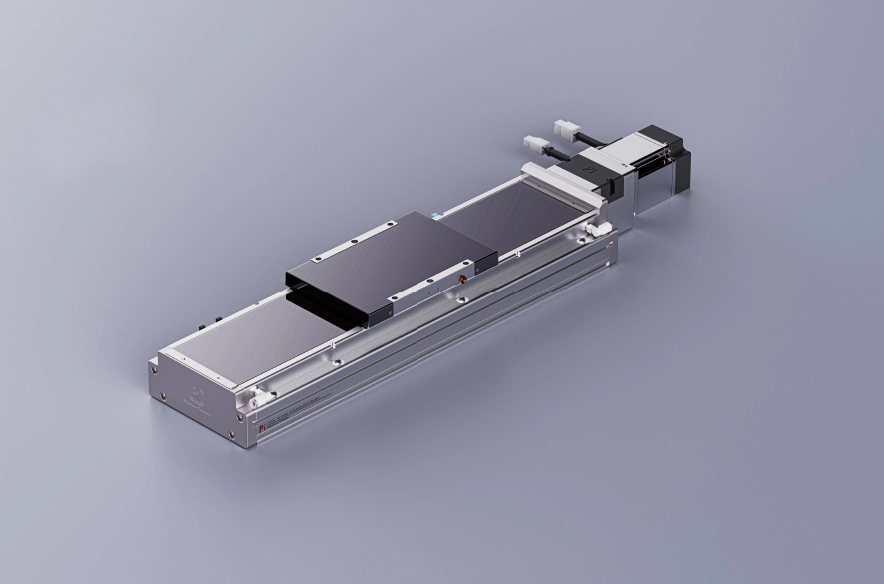
Lato inferiore del motore
Ripetibilità: ±0,005/0,01 mm Carico orizzontale: 110 kg Carico verticale: 33 kg Velocità massima: 250 mm/s Intervallo di corsa: 100-1050 mm
 Posizione attuale:Casa > Azienda > Notizia > Ultime notizie > tavola scorrevole con posizionamento di precisione Processo di calibrazione regolare: fasi di applicazione dell'interferometro laser
Posizione attuale:Casa > Azienda > Notizia > Ultime notizie > tavola scorrevole con posizionamento di precisione Processo di calibrazione regolare: fasi di applicazione dell'interferometro laser Date: Jan 21 2026
La precisione di posizionamento (da ±0,1μm a ±10μm), la precisione di posizionamento ripetuto e la rettilineità del movimento della tavola scorrevole di posizionamento di precisione si deterioreranno nel tempo a causa dell'usura meccanica, della deformazione termica o dell'assemblaggio allentato. La calibrazione regolare è il mezzo fondamentale per garantire le prestazioni dell'apparecchiatura. Gli interferometri laser, con la loro precisione di misurazione su scala nanometrica (fino a 0,1 μm) e i vantaggi della misurazione senza contatto, sono diventati il "gold standard" per la calibrazione dei vetrini. Questo articolo approfondisce le fasi di applicazione standardizzate degli interferometri laser nella calibrazione dei vetrini da cinque aspetti: preparazione pre-calibrazione, installazione e allineamento degli interferometri laser, procedure di misurazione multiparametrica, elaborazione e regolazione dei dati, verifica e archiviazione.
I. Preparativi prima della calibrazione: conferma dello stato ambientale e dell'apparecchiatura
L'affidabilità dei risultati della calibrazione si basa su un rigoroso controllo delle condizioni esterne e i seguenti preparativi devono essere completati in anticipo:
1. Controllo ambientale (premessa fondamentale
Gli interferometri laser sono sensibili all'ambiente e devono essere utilizzati in un ambiente con temperatura e umidità costanti e con basse vibrazioni.
• Temperatura: controllata a 20±0,5℃ (±0,1℃ per scenari precisi), con fluttuazione della temperatura ≤0,5℃/h (per evitare errori di dilatazione termica);
• Umidità: dal 40% al 60%RH (per prevenire la formazione di condensa sui componenti ottici o l'assorbimento elettrostatico della polvere);
• Vibrazioni: vengono adottate tabelle di isolamento delle vibrazioni attive/passive (accelerazione delle vibrazioni ≤50μm/s², frequenza ≤100Hz) e sono tenute lontane da fonti di vibrazioni come punzonatrici e unità esterne di condizionatori d'aria.
• Flusso d'aria: chiudere le porte e le finestre per evitare che il movimento delle persone disturbi il percorso ottico con il flusso d'aria (i raggi laser sono facilmente influenzati dai cambiamenti nell'indice di rifrazione dell'aria).
2. Elenco degli strumenti e dei materiali
Utilizzo dell'elemento di categoria
Gli strumenti di misurazione principali per le apparecchiature di misurazione includono host di interferometro laser (come Renishaw XL-80, Keysight 5530), gruppi di specchi di rettilineità e interferometri angolari, che supportano la misurazione di posizionamento/rettilineità/errore angolare
I componenti ottici, compreso il riflettore lineare (che si muove insieme al tavolo scorrevole), il divisore di raggio (riferimento fisso) e la staffa di installazione (fissa magnetica/meccanica), formano il percorso ottico per riflettere/dividere il raggio laser
Strumenti ausiliari: indicatore di livello (precisione 0,02 mm/m), termometro (±0,1 ℃), chiave dinamometrica, panno privo di lanugine, batuffolo di cotone imbevuto di alcol per calibrare il livello del piano di scorrimento, pulire i componenti ottici e serrare le viti
Pulire le guide/viti di comando della tavola scorrevole (rimuovere macchie di olio e detriti metallici) e controllare la lubrificazione (rabboccare il grasso secondo l'elenco di manutenzione) per garantire un movimento regolare della tavola scorrevole ed evitare impurità che influenzino la misurazione
3. Impostazioni del tavolo scorrevole e del sistema di controllo
• Gamma di movimento: confermare la corsa completa del carrello (ad esempio, da 0 a 500 mm), impostare i punti di misurazione come "punto iniziale - punto medio - punto finale" e i punti intermedi di divisione uguale (si consiglia di avere almeno 5 punti, ad esempio 0, 125, 250, 375, 500 mm);
• Controllo della velocità: utilizzare una bassa velocità per la calibrazione (≤0,1 m/s) per evitare la deformazione del binario di guida causata dalla forza inerziale;
• Modalità sistema di controllo: passare a "Funzionamento punto manuale" o "Esecuzione programma a passo singolo" per garantire istruzioni di posizione precise e controllabili.
II. Installazione e allineamento dell'interferometro laser: la chiave per evitare l'errore di Abbe
La precisione di misurazione di un interferometro laser (in particolare la rettilineità e gli errori angolari) dipende in gran parte dall'allineamento del percorso ottico. Il nocciolo della questione è eliminare l'"errore di Abbe" (l'errore causato dalla non coincidenza dell'asse di misura e dell'asse di movimento).
Passaggio 1: determinare l'asse di misurazione e il riferimento di installazione
• Asse di misura: il raggio laser deve essere esattamente in linea con la direzione di movimento del carrello (stato ideale). Se è presente un angolo θ, l'errore di spostamento ΔL≈H×sinθ (H è l'altezza di installazione del riflettore e θ è l'angolo).
• Piano di riferimento: prendere come riferimento il piano di installazione della base del tavolo scorrevole e livellarlo con una livella a bolla d'aria (livellamento ≤0,02 mm/m) per garantire che la direzione di movimento del tavolo scorrevole sia parallela al suolo (evitare errori di inclinazione causati dalla gravità).
Passaggio 2: installazione dei componenti ottici e allineamento dei percorsi ottici
Divisore di raggio fisso
Installare il divisore di raggio all'estremità di riferimento della direzione di movimento della slitta (come l'estremità anteriore della base) e fissarlo con una staffa magnetica per garantire che la superficie dello specchio sia perpendicolare al raggio laser (è possibile utilizzare un quadrato ad angolo retto per la calibrazione ausiliaria).
Regolare l'altezza del divisore di raggio in modo che il raggio laser passi attraverso il centro della superficie dello specchio (contrassegnare il punto centrale e puntare con un bersaglio a croce).
(2) Installare lo specchio lineare (estremità inseguitore)
Fissare il riflettore sul blocco di scorrimento del tavolo di scorrimento attraverso la staffa, assicurandosi che la superficie dello specchio sia parallela alla superficie dello specchio del divisore di fascio (calibrare con la funzione di allineamento dell'autocollimatore o dell'interferometro laser, con una sovrapposizione dello spot ≥90%).
Punto chiave: La traiettoria di movimento del riflettore deve essere coassiale con il raggio laser (questo può essere verificato con il "metodo di movimento di prova": spostare manualmente il carrello e osservare se la lettura dell'interferometro laser cambia linearmente senza salti o spostamenti).
(3) Misure di ottimizzazione per evitare l'errore di Abbe
• Design coassiale: l'altezza di installazione H del riflettore dovrebbe essere la più bassa possibile (ad esempio vicino alla superficie inferiore del cursore) per ridurre il termine H×sinθ;
• Compensazione dell'errore: se è impossibile essere completamente coassiali, inserire il "bias di Abbe" (H×sinθ) tramite il software dell'interferometro laser per correggere automaticamente l'errore (l'angolo θ incluso deve essere misurato in anticipo).
Fase 3: preriscaldamento del sistema e calibrazione del punto zero
L'interferometro laser deve essere preriscaldato per 30 minuti dopo l'avvio (con componenti elettronici stabili), quindi collegato a un computer e avviato il software di misurazione (come Renishaw LaserXL).
• Eseguire la "calibrazione del punto zero": spostare il vetrino sul punto iniziale (ad esempio 0 mm) e regolare la lettura dell'interferometro laser su zero (assicurarsi che il software visualizzi "0,000 mm").
III. Processo di misurazione multiparametro: precisione di posizionamento, rettilineità ed errore angolare
La calibrazione della tavola scorrevole richiede la misurazione di cinque parametri fondamentali: precisione di posizionamento, precisione di posizionamento ripetuto, rettilineità, angolo di beccheggio e angolo di imbardata. I passaggi sono i seguenti:
1. Misurazione della precisione di posizionamento e precisione di posizionamento ripetuto
Principio: confrontare la deviazione tra la posizione indicata del carrello e la posizione effettiva e valutare gli errori sistematici (precisione di posizionamento) e gli errori casuali (precisione di posizionamento ripetuto).
Fasi operative
• Misura unidirezionale
Impostare i punti di misurazione (come 0, 100, 200, 300, 400, 500 mm) e la tavola scorrevole si sposta unidirezionalmente dal punto iniziale (0 mm) al punto finale, fermandosi successivamente nei punti target.
2. L'interferometro laser registra la posizione effettiva di ciascun punto (ad esempio, il comando è 100 mm, ma la posizione effettiva è 99,8 mm, con un errore di -0,2 μm).
Una volta completato l'intero processo, tracciare la curva "posizione di comando - posizione effettiva" (curva dell'errore di posizionamento).
• Misurazione bidirezionale
La slitta si sposta in un ciclo dal punto iniziale al punto finale e poi di nuovo al punto iniziale (ad esempio, 0→500→0→500mm), con ciascun punto ripetuto tre volte.
2. Registrare l'errore del movimento avanti/indietro e calcolare il "gioco indietro" (la differenza tra il punto finale avanti e il punto iniziale indietro).
• Precisione di posizionamento ripetuta: spostare ripetutamente lo stesso punto target (ad esempio 250 mm) 5 volte e calcolare la deviazione massima (ad esempio ±0,3 μm).
2. Misurazione dell'errore di rettilineità
Principio: Utilizzando il gruppo di specchi di rettilineità (inclusi due specchi disposti verticalmente), viene misurato lo spostamento del tavolo scorrevole nelle direzioni su e giù (direzione verticale) e sinistra e destra (direzione orizzontale) durante il movimento.
Fasi operative
Nel gruppo degli specchi di rettilineità, sostituire uno specchio con uno "specchio ad angolo retto" (o utilizzare direttamente un modulo interferometro laser con misurazione della rettilineità);
La tavola scorrevole si muove per tutta la sua corsa e l'interferometro laser registra gli offset rispettivamente nelle direzioni verticale (asse Y) e orizzontale (asse Z).
Il software genera una "curva di errore di rettilineità" per valutare l'offset massimo (come ±2μm/500mm in direzione verticale).
3. Misurazione degli errori angolari (angolo di beccheggio, angolo di imbardata)
Principio: utilizzando un interferometro angolare (incluso un prisma a cuneo), viene misurato l'errore di rotazione della tavola scorrevole attorno all'asse X (angolo di beccheggio) e all'asse Y (angolo di imbardata) durante il suo movimento.
Fasi operative
Installare l'interferometro angolare (fissato sul cursore del tavolo scorrevole). Dopo che il raggio laser è stato riflesso dall'interferometro angolare, l'angolo viene calcolato attraverso la modifica della frangia di interferenza.
La tavola scorrevole si muove per tutta la sua corsa e registra le modifiche nell'angolo di beccheggio (θx) e nell'angolo di imbardata (θy) (come l'angolo di beccheggio ±0,5 arcosec/500 mm).
Se l'errore angolare supera la tolleranza, è necessario regolare il serraggio dei bulloni di installazione della guida laterale (distensione) oppure sostituire i cursori usurati della guida laterale.
Iv. Elaborazione e aggiustamento dei dati: dalle curve di errore alla correzione meccanica
Il software dell'interferometro laser (come Renishaw LaserXL, API Laser Calibrator) genererà automaticamente rapporti sugli errori. È necessario determinare la causa principale del problema e apportare modifiche in combinazione con i dati.
Indicatori chiave per l'elaborazione dei dati
Definizione dei parametri Criteri di qualificazione (Esempio)
L'errore massimo della corsa completa per la precisione di posizionamento (Max-Min) è ±1μm (grado di precisione) e ±5μm (grado industriale).
La deviazione standard (σ) di movimenti multipli nella stessa posizione per la precisione del posizionamento ripetuto è ≤0,5μm (grado di precisione).
L'offset massimo dell'errore di rettilineità nella direzione verticale/orizzontale per tutta la corsa è ≤2μm/500mm
La differenza negli errori di posizionamento tra i movimenti avanti e indietro del gioco è ≤1μm
2. Errori comuni e misure di adeguamento
Tipologie di errore, caratteristiche della curva di errore, misure di aggiustamento
L'errore di posizionamento periodico si presenta come un'onda sinusoidale (come un errore di ±0,5μm per ogni 100mm). Errore del passo della vite: inserire la "tabella di compensazione del passo" nel sistema di controllo (compensazione inversa basata sull'errore misurato)
L'errore di posizionamento cumulativo aumenta linearmente con l'aumento della corsa (ad esempio, errore 0→500 mm +2μm). Rettilineità insufficiente del binario di guida: regolare la planarità dell'installazione del binario di guida o molare il lato del binario di guida per riparare l'usura locale
La curva di errore dell'angolo di deviazione dell'angolo di inclinazione mostra una tendenza verso l'alto (ad esempio 0→500 mm di passo + 1 arcosecondo). La forza di precarico del cursore non è uniforme: allentare i bulloni di fissaggio del cursore e serrarli nuovamente in modo uniforme (o regolare lo spessore della guarnizione di precarico).
Se il gioco è troppo grande e la differenza tra il punto finale in avanti e il punto iniziale in retromarcia è maggiore di 1μm, regolare il bullone del copridado (aumentare il precarico) o sostituire il dado della madrevite usurato
3. Compensazione dei parametri del sistema di controllo
Se la regolazione meccanica non è in grado di eliminare completamente gli errori (come gli errori di passo della vite di comando), è necessario inserire una tabella di compensazione degli errori nel sistema di controllo della tavola scorrevole (come PLC, controller di movimento):
• Compensazione del passo: in base all'errore di posizionamento misurato dall'interferometro laser, immettere il valore di compensazione in ciascun punto di misurazione (ad esempio, se l'errore in un punto di 100 mm è -0,2μm, la compensazione è +0,2μm).
• Compensazione del gioco: impostare il "valore del gioco" (ad esempio 0,5μm) nel controller e l'importo della compensazione verrà automaticamente sovrapposto durante lo spostamento.
V. Verifica e archiviazione: garantire la validità della calibrazione
1. Ripetere il test e verificare
Dopo la regolazione, tutti i parametri sono stati rilevati nuovamente utilizzando l'interferometro laser secondo il processo di misurazione originale per confermare che l'errore era ridotto all'intervallo qualificato (come precisione di posizionamento ≤±1μm).
2. Documenti e relazioni
Stabilire il "file di calibrazione della tavola di scorrimento", comprendente:
• Parametri ambientali: temperatura, umidità, valore di vibrazione (con letture da strumenti di misura allegati);
• Dati di misurazione: curva dell'errore di posizionamento, rapporto errore di rettilineità/angolo (screenshot archiviato);
• Registrazioni di regolazione: parti di regolazione meccanica (come coppia di bulloni della guida, precarico delle viti di comando), valori di compensazione del sistema di controllo;
• Conclusione: risultati della calibrazione (qualificato/non qualificato), la data della calibrazione successiva (si consiglia di calibrare i vetrini di precisione ogni 3-6 mesi e i vetrini industriali ogni 12 mesi).
Vi. Precauzioni: evitare cinque principali malintesi sulla calibrazione
1. Trascurare il controllo ambientale: la calibrazione non è stata eseguita in un ambiente a temperatura costante, con conseguenti errori di espansione termica (ad esempio, quando la temperatura cambia di 1℃, l'errore della corsa di 500 mm è di circa 5,6μm);
2. Percorso ottico disallineato: il riflettore non è coassiale con il raggio laser, introducendo un errore di Abbe (ad esempio, H=50mm, θ=0,01°, errore ≈8,7μm);
3. Punti di misurazione insufficienti: viene misurato solo il punto iniziale/finale e gli errori periodici nei punti intermedi vengono omessi (come l'usura locale della vite di comando).
4. Solo misurazione senza regolazione: dopo aver scoperto gli errori, solo la registrazione senza regolazione porta ad un continuo deterioramento della precisione del carrello.
5. Mancata misurazione inversa: ignorare la distanza inversa porta a una precisione di posizionamento bidirezionale incoerente (come il disallineamento delle linee di andata e ritorno della macchina per incidere).
Riepilogo
Il nucleo della tavola scorrevole con posizionamento di precisione per la calibrazione dell'interferometro laser è "il rigoroso controllo ambientale, l'allineamento preciso del percorso ottico, la misurazione multiparametrica e la regolazione basata sui dati". Attraverso processi standardizzati, la precisione di posizionamento della tavola scorrevole può essere stabilizzata entro ±1μm e la sua durata può essere estesa di oltre il 30%. Ricorda: la calibrazione non è un "attività una tantum", ma un processo continuo di "manutenzione regolare + tracciabilità dei dati". Il piano di calibrazione dovrebbe essere regolato dinamicamente in combinazione con la frequenza di utilizzo del carrello scorrevole (ad esempio, il ciclo di calibrazione dovrebbe essere abbreviato se funziona per 24 ore).